免維護(hù)旋轉(zhuǎn)補(bǔ)償器|補(bǔ)償器-中浩機(jī)械免維護(hù)旋轉(zhuǎn)補(bǔ)償器
.png)
400-8054351
免維護(hù)旋轉(zhuǎn)補(bǔ)償器
結(jié)構(gòu)區(qū)別:無推力免維護(hù)旋轉(zhuǎn)補(bǔ)償器:由變徑管,內(nèi)套管,密封座外套,柔性石墨填料,螺母螺栓N個(gè)壓簧組合,填料壓蓋及彈簧壓緊法蘭構(gòu)成.
產(chǎn)地:河北省泊頭市
供應(yīng)商:河北中浩機(jī)械制造有限公司

械免維護(hù)旋轉(zhuǎn)補(bǔ)償器,補(bǔ)償器-免維護(hù)旋轉(zhuǎn)補(bǔ)償器")
免維護(hù)旋轉(zhuǎn)補(bǔ)償器詳細(xì)內(nèi)容介紹
一、結(jié)構(gòu)區(qū)別:
1.無推力免維護(hù)旋轉(zhuǎn)補(bǔ)償器:由變徑管、內(nèi)套管、密封座外套、柔性石墨填料、螺母螺栓N個(gè)壓簧組合、填料壓蓋及彈簧壓緊法蘭構(gòu)成:所述填料壓緊法蘭與壓緊上法蘭之間設(shè)有壓簧,壓緊法蘭縱截面為U型的槽圈。U型槽圈中以及內(nèi)導(dǎo)管右端面兩個(gè)定環(huán)之間設(shè)有與變徑管相配合運(yùn)動(dòng)的滾珠式滾動(dòng)環(huán)。
2.旋轉(zhuǎn)補(bǔ)償器:由變徑管、內(nèi)套管、密封座外套、柔性石墨填料、螺母螺栓壓簧組合、填料壓蓋構(gòu)成,并配有相應(yīng)的滾珠。
免維護(hù)旋轉(zhuǎn)補(bǔ)償器重量重1/3,結(jié)構(gòu)有明顯差異。
二、工作原理的區(qū)別:
免維護(hù)旋轉(zhuǎn)補(bǔ)償器和旋轉(zhuǎn)補(bǔ)償器產(chǎn)品使用都是靠填料腔內(nèi)的柔性填料進(jìn)行密封。產(chǎn)品使用過程中每旋轉(zhuǎn)一次填料_會(huì)磨損一點(diǎn),當(dāng)磨損量達(dá)到_值時(shí),產(chǎn)品_會(huì)出現(xiàn)泄漏。旋轉(zhuǎn)補(bǔ)償器要將熱網(wǎng)管線停氣,把填料壓緊法蘭卸下,加入適量的填料,再壓緊法蘭,恢復(fù)使用;而免維護(hù)旋轉(zhuǎn)補(bǔ)償器因在填料壓緊法蘭上方增加了一組彈簧,當(dāng)填料出現(xiàn)微量磨損時(shí),依靠壓緊彈簧的張力給予補(bǔ)償,從而延長(zhǎng)產(chǎn)品發(fā)生泄漏時(shí)間(泄漏時(shí)間延后3-5年)。當(dāng)磨損量_過彈簧張力補(bǔ)償量時(shí),只需扳緊彈簧壓緊法蘭上方的螺帽即可,不需要停氣修,運(yùn)行無次數(shù)限制,不易產(chǎn)生泄漏,從而大大提高供氣單位和用氣單位的社會(huì)經(jīng)濟(jì)效益。該產(chǎn)品在4.0Mpa的壓力下補(bǔ)償5000次不產(chǎn)生泄漏,密封效果_。
三、材料等級(jí)區(qū)別:
免維護(hù)旋轉(zhuǎn)補(bǔ)償器和旋轉(zhuǎn)補(bǔ)償器所選用的密封填料都是柔性石墨,所采用的級(jí)別分別為核級(jí)、工業(yè)精密級(jí)且免維護(hù)旋轉(zhuǎn)補(bǔ)償器填料內(nèi)增加了一些成份(因涉及本公司的商業(yè)機(jī)密,不作詳細(xì)說明)達(dá)到延緩填料氧化的時(shí)間,從而使免維護(hù)旋轉(zhuǎn)補(bǔ)償器比旋轉(zhuǎn)補(bǔ)償器密封性能得到很大的提高,使產(chǎn)品密封發(fā)生泄漏時(shí)間延遲發(fā)生。
四、工藝區(qū)別:
旋轉(zhuǎn)補(bǔ)償器是以加工好的密封圈標(biāo)準(zhǔn)件然后用扳手捏緊填料壓緊法蘭螺帽即可。其缺陷為:密封圈標(biāo)準(zhǔn)件密度已達(dá)到的數(shù)值,再次可塑性差。密封圈之間不能緊配合,中間容易出現(xiàn)隔層,密封件在填料腔內(nèi)無法形成整體,加之由于扳手力度不夠,填料_不能形成一個(gè)整體,從而使產(chǎn)品密封性能下降。因蒸汽或熱水對(duì)填料有氧化穿透現(xiàn)象,容易發(fā)生泄漏。
免維護(hù)旋轉(zhuǎn)補(bǔ)償器采用的是先將密封材料用壓機(jī)模壓成型,成型要求密度不太密,保持可塑性。然后將該填料圈N圈(以產(chǎn)品要求定數(shù))放入填料腔內(nèi),添加一些延緩氧化的成分,再用油壓機(jī)在適當(dāng)壓力下進(jìn)行二次成型(油壓機(jī)在力度和均勻方面均_過手工扳手工藝),使填料圈之間融為一體,從而達(dá)到提高填料的密度,使填料的密封性能好,使產(chǎn)品_在15-20年內(nèi)不出現(xiàn)泄漏。
綜上所述,免維護(hù)旋轉(zhuǎn)補(bǔ)償器無論在產(chǎn)品的結(jié)構(gòu)、選材、工藝與其它類型的旋轉(zhuǎn)補(bǔ)償器相比均有較大提高,產(chǎn)品性能的可靠性和_性得到_。
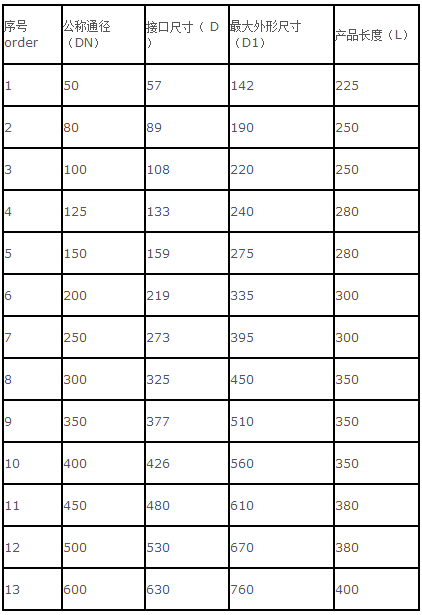
技術(shù)參數(shù)
相關(guān)產(chǎn)品
械無推力套筒伸縮器,套筒伸縮器-無推力套筒伸縮器")
械無推力旋轉(zhuǎn)補(bǔ)償器,補(bǔ)償器-無推力旋轉(zhuǎn)補(bǔ)償器")
械免維護(hù)旋轉(zhuǎn)補(bǔ)償器,補(bǔ)償器-免維護(hù)旋轉(zhuǎn)補(bǔ)償器")
械復(fù)合注填式套筒補(bǔ)償器,套筒補(bǔ)償器-復(fù)合注填式套筒補(bǔ)償器")

通風(fēng)蝶閥
采購(gòu)指南
常見問題
相關(guān)資訊
聯(lián)系我們
河北中浩機(jī)械制造有限公司
咨詢熱線:4008054351
網(wǎng) 址:mr-fix.cn
聯(lián)系電話:
18632750699(微信同步)
13343270064(微信同步)
13343271054(微信同步)
18632750799(微信同步)
銷售一部:
0317-8300632
銷售二部:0317-8300612
銷售三部:0317-8300672
銷售四部:0317-8300692
售后電話:13483834056
技術(shù)咨詢:17717733210
公司傳真:0317-8300692
Q Q:1245813405
420680132
983710403420680132
咨詢熱線:4008054351
網(wǎng) 址:mr-fix.cn
E - mail:
btzhonghao@163.com
地 址:河北省滄州市泊頭市齊橋鎮(zhèn)李樓村(廊泊路西側(cè))
公司名稱:河北中浩機(jī)械制造有限公司 公司地址:河北省滄州市泊頭市齊橋鎮(zhèn)李樓村(廊泊路西側(cè)) 電話:0317-8300632 8300612 8300672 8300692 傳真:0317-8300692 手機(jī): 13343270064 13343271054 18632750799 18632750699 網(wǎng)站網(wǎng)址:http://mr-fix.cn 冀ICP備19005587號(hào)-2
河北中浩機(jī)械制造有限公司 2011(C)版權(quán)所有 并對(duì)網(wǎng)站所有內(nèi)容保留解釋權(quán)

PowerBy:速貝·網(wǎng)搜寶 網(wǎng)站建設(shè):中科四方 技術(shù)支持:速貝
冀公網(wǎng)安備13098102000347號(hào)