.png)
400-8054351
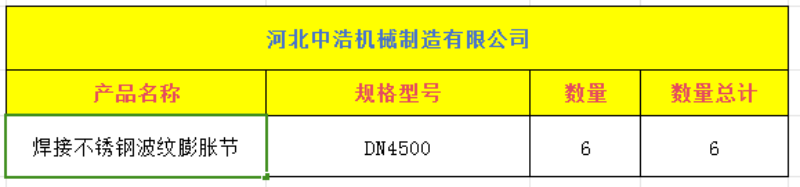
焊接不銹鋼波紋補償器專車發貨通遼
尊敬的林經理,感謝您對河北中浩 產品信任與選擇。很高興通知您,您在河北中浩訂購的焊接不銹鋼波紋補償器產品, 已經完成生產、檢驗、包裝等全部工作,現已裝車發貨,愿您及時了解發貨詳情,做好接貨準備。特向您提供發貨相關信息。
不銹鋼波紋補償器由接管和波紋管組成,一般不銹鋼材質有較強的穩定性和抗壓力,主要在管道中能起到較好的緩沖壓力作用。其中重要的制作工藝是焊接,其步驟必不可少,也是重要環節。河北中浩擁有經驗焊接師傅,多年從業經驗總結出以下焊接方法:
1、首先是對焊接電流控制:焊接電流量是依據不銹鋼波紋管補償器厚或熔透請求來選中的。焊接電流量過小,難以組成小圓孔功效;焊接電流量擴展,低溫等離子弧穿透性擴展,不銹鋼波紋管補償器電流量過會產生溶池金屬資料因小圓孔直徑過大而跌落,無法組成達標焊接,致使惹起雙弧,損傷噴頭并損壞焊接全過程牢靠性。因而,在噴頭構造毫無疑問后,為了較好地取得平穩的小圓孔焊接全過程,焊接電流量只要在某一個合適的范疇內選擇,不銹鋼波紋管補償器并且這一范疇與正離子期的總流量相關。
2、 其次是對焊接速率的掌握:焊接速率應依據低溫等離子氣總流量及焊接電流量來選擇。別的規范核定時,假使焊接速率擴展,焊接熱鍵入減少,小圓孔直徑隨著減少,直致消逝,失去小圓孔功效。假使焊接速率太低,對接焊縫超溫,小圓孔拓展,溶池金屬資料容易跌落,致使產生焊接坍塌、不銹鋼波紋管補償器溶池泄露情況。

瀏覽更多關于 焊接不銹鋼波紋補償器|金屬膨脹節|不銹鋼波紋管|不銹鋼伸縮器 的內容

聯系我們
河北中浩機械制造有限公司
咨詢熱線:4008054351
網 址:mr-fix.cn
聯系電話:
18632750699(微信同步)
13343270064(微信同步)
13343271054(微信同步)
18632750799(微信同步)
銷售一部:
0317-8300632
銷售二部:0317-8300612
銷售三部:0317-8300672
銷售四部:0317-8300692
售后電話:13483834056
技術咨詢:17717733210
公司傳真:0317-8300692
Q Q:1245813405
420680132
983710403420680132
咨詢熱線:4008054351
網 址:mr-fix.cn
E - mail:
btzhonghao@163.com
地 址:河北省滄州市泊頭市齊橋鎮李樓村(廊泊路西側)
公司名稱:河北中浩機械制造有限公司 公司地址:河北省滄州市泊頭市齊橋鎮李樓村(廊泊路西側) 電話:0317-8300632 8300612 8300672 8300692 傳真:0317-8300692 手機: 13343270064 13343271054 18632750799 18632750699 網站網址:http://mr-fix.cn 冀ICP備19005587號-2
河北中浩機械制造有限公司 2011(C)版權所有 并對網站所有內容保留解釋權

PowerBy:速貝·網搜寶 網站建設:中科四方 技術支持:速貝
冀公網安備13098102000347號